
Page 36 - VSDC_JulAug2018_eMag
P. 36
应用与解决方案 Applications & Solutions
孔中是否有螺纹、是否有密封塞,并
Smart vision
direct lighting
Plant PLC 读取打印在零件上的二维码以及人类
(Mitshubishi)
Lighting 可读代码。在图 3 中,可以在图像的
Cognex Optical axis EO 16mm 中心看到要查找的密封塞,而在上部
IS7802 lens 中心可以看到字母数字和二维码。
当视觉系统在缸体的表面上方移
EtherNet/ EtherNet/
IP IP 动时,由相机系统捕获图像。但是,
Cognex Optical axis EO 8.5mm 没有必要处理整幅图像,因为只需要
IS7802 lens
分析图像中的特定区域。
Lighting
例如,对于任何孔隙缺陷,可能
Fanuc
LR mate 200iD Smart Vision 只需要分析图像的一部分。为此,首
direct lighting
先将机器人移动到特定的已知位置并
图2:虽然可以使用宽视场(FOV)相机检查孔隙区域、并检查是否存在塞和钻孔内的螺纹,但需要较高 捕获发动机缸体的一个区域的图像
的分辨率来捕获缸体上的条形码和凸起点喷字母数字。从图1中可以看出机器人上装配的相机。
(见图 4a)。然后使用预编程的方式隔
Optical Systems 公司的蓝色带通滤光 体旋转 180°再捕获剩余两侧的图像。 离需要检查的区域(见图 4b)。这些
片相结合,可以看出划痕等缺陷的对 然后使用安装在两个 In-Sight 7802 智 区域是针对每个具体的发动机缸体手
比,并且可以更有效地捕获发动机缸 能相机中的 In-Sight Explorer 软件分 动预编程的,之后系统自动运行。
体上的任何空隙和孔。 析这些图像。 在图 4b 中,要检查的区域以红
为了获取发动机缸体上的激光蚀 由于发动机缸体的尺寸非常大, 色突出显示。为了检查孔隙缺陷,使
刻和点喷标记的图像,需要较高分辨 因此机器人视觉系统需要穿过预编程 用配有 8.5mm 镜头和平面漫射光源
率的成像。再一次,使用安装在 LR 的路径,以捕获需要检查的突出部件 的 In-Sight 7802 智能相机捕获图像。
Mate 200iD 上的康耐视 In-Sight 7802 的图像(见图 3)。这包括检查缸体表 然后使用在 In-Sight 7802 相机中运行
智能相机来获取代码的图像,但该 面是否有划痕和孔隙缺陷、检查安装 的康耐视 In-Sight blob finder 工具来
智能相机配备了 Edmund Optics 的
16mm 镜头,以获得所需的更精细的
细节。16mm 镜头不是使用平面漫射
光来照亮字母数字和条形码,而是配
备了 Smart Vision Lights 的 RM75 蓝
色 LED 环形灯。这样允许以部分明
场 / 暗场模式使用光源,一旦 16mm
镜头配备蓝色带通滤光片,字母数字
和 2D 条形码的对比度将变得更加明
显。
机器人和视觉
在操作中,图像表面、螺纹孔、
字母数字和二维条码的检查分两个阶
段进行。在发动机缸体升高到位后,
捕获发动机缸体顶部和最近的两个侧
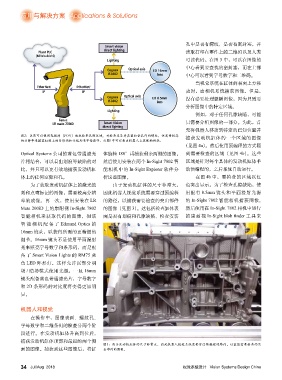
图3:由于发动机缸体的尺寸非常大,因此机器人视觉系统需要穿过预编程的路径,以获取需要检查的突
面的图像。捕获到这些图像后,将缸 出部件的图像。
34 Jul/Aug 2018 视觉系统设计 Vision Systems Design China